






Обладнання для безперервного лиття у високовакуумі Hasung для дорогоцінних металів
1. Опис обладнання:
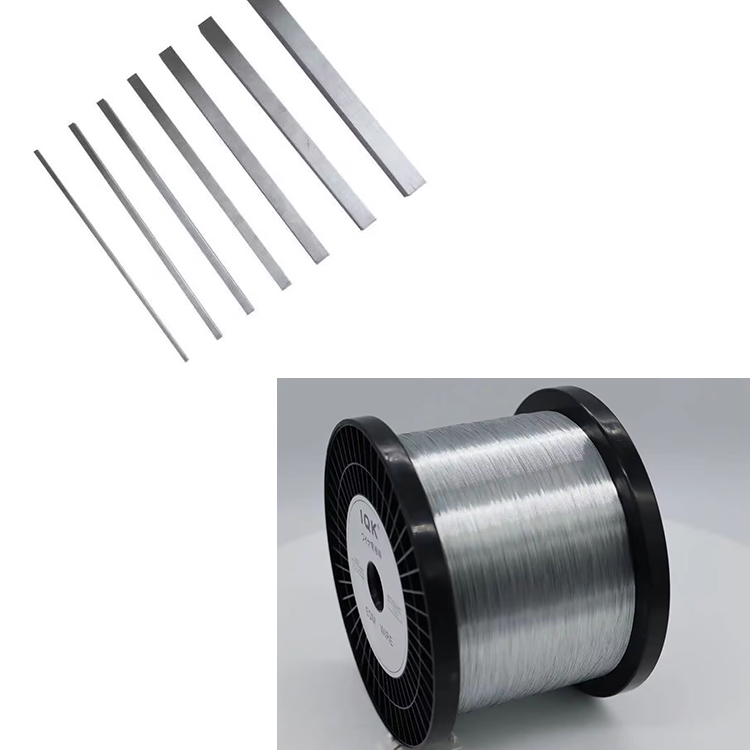
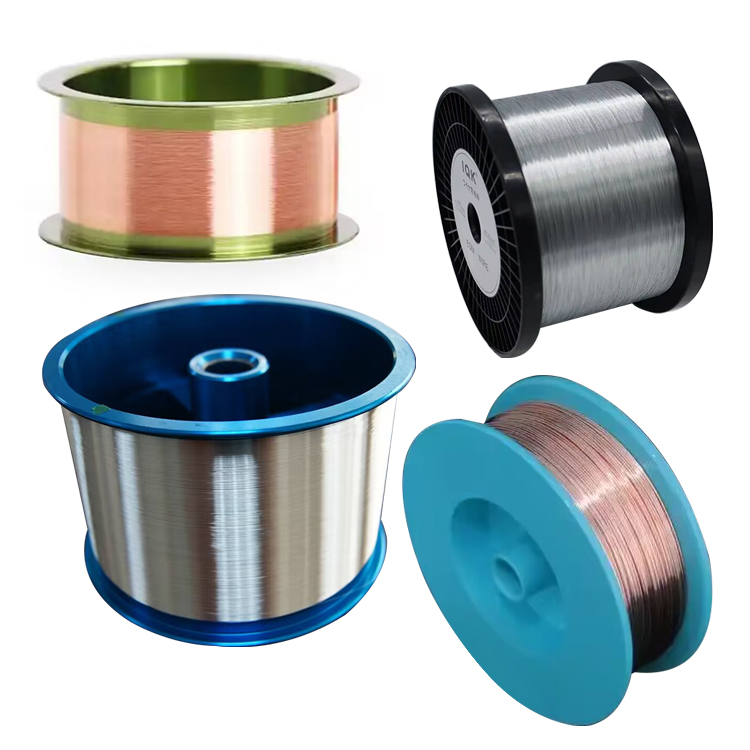
1. Це обладнання в основному використовується для безперервного лиття монокристалічних мідних злитків, монокристалічних срібних злитків та монокристалічних золотих злитків, а також може використовуватися для безперервного лиття інших металів та сплавів.
2. Це обладнання являє собою вертикальний корпус печі. Сировина, тигель і кристалізатор розміщуються в кришці печі, що відкривається зверху, а напрямний стрижень кристалізації розміщений у нижній частині корпусу печі. Спочатку кристал витягується з розплаву на певну довжину через напрямний стрижень кристалізації, а потім кристалічний стрижень закріплюється на намотувальній машині для витягування та збору.
3. Цей пристрій оснащений повністю автоматичною системою керування із сенсорним екраном та кількома пристроями моніторингу для точного контролю температури печі та кристалізатора, що забезпечує довгострокові стабільні умови, необхідні для росту кристалів; За допомогою обладнання моніторингу можна виконувати численні захисні дії, такі як витік матеріалу, спричинений високою температурою печі, недостатнім вакуумом, водою під тиском або нестачею тощо. Обладнання просте в експлуатації, а основні встановлені параметри включають температуру печі, температуру верхньої, середньої та нижньої частин кристалізатора, швидкість попереднього витягування, швидкість витягування росту кристалів (а також дюймовий режим, що означає витягування протягом певного періоду часу та зупинку на певний період часу) та різні значення сигналізації.
Повністю автоматична машина безперервного лиття заготовок з дорогоцінних металів Hasung
2. Основні технічні параметри обладнання:
1. Тип: Вертикальний, автоматичне керування, автоматичний нагрів.
2. Загальна напруга живлення: трифазна 380 В, 50 Гц, трифазна
3. Потужність нагріву: 20 кВт
4. Спосіб нагріву: індукційний нагрів (безшумний)
5. Місткість: 8 кг (золото)
6. Час плавлення: 3-6 хвилин
7. Максимальна температура: 1600 градусів Цельсія
6. Діаметр мідного стрижня: 6-10 м
7. Ступінь вакууму: Холодний стан <6,67 × 10⁻³ Па
8. Температура: 1600 ℃
9. Швидкість витягування мідного стрижня: 100-1500 мм/хв (регульована)
10. Ливарні метали: золото, срібло, мідь та сплави.
11. Спосіб охолодження: водяне охолодження (температура води 18-26 градусів Цельсія)
12. Режим керування: Siemens PLC + інтелектуальне керування сенсорним екраном
13. Розмір обладнання: 2100 * 1280 * 1950 мм
14. Вага: приблизно 1500 кг. Високий вакуум: приблизно 550 кг.
3. Основний структурний опис:
1. Корпус печі: Корпус печі має вертикальну двошарову конструкцію з водяним охолодженням. Кришку печі можна відкрити для легкого введення тиглів, кристалізаторів та сировини. У верхній частині кришки печі є оглядове вікно, яке дозволяє спостерігати за станом розплавленого матеріалу під час процесу плавлення. Фланці індукційних електродів та фланці вакуумного трубопроводу симетрично розташовані на різних висотах посередині корпусу печі для введення з'єднань індукційних електродів та з'єднання з вакуумним блоком. Нижня плита печі оснащена опорною рамою тигля, яка також служить нерухомою палею для точного положення кристалізатора, забезпечуючи концентричне розташування центрального отвору кристалізатора з ущільнювальним каналом на нижній плиті печі. В іншому випадку напрямний стрижень кристалізації не зможе потрапити всередину кристалізатора через ущільнювальний канал. На опорній рамі є три водоохолоджувані кільця, що відповідають верхній, середній та нижній частинам кристалізатора. Температура кожної частини кристалізатора точно контролюється шляхом регулювання витрати охолоджувальної води. На опорній рамі розташовані чотири термопари, які використовуються для вимірювання температури верхньої, середньої та нижньої частин тигля та кристалізатора відповідно. З'єднання між термопарами та зовнішньою частиною печі розташоване на нижній плиті печі. На дні опорної рами можна розмістити розвантажувальний контейнер, щоб запобігти прямому стікання температури розплаву з очищувача вниз та пошкодженню корпусу печі. Також у центральному положенні нижньої плити печі є знімна невелика камера грубого вакууму. Під камерою грубого вакууму розташована камера з органічного скла, яку можна обробити антиоксидантом для покращення вакуумного ущільнення тонкого дроту. Додавання антиоксиданту до порожнини з органічного скла може забезпечити антиокислювальний ефект на поверхні мідного стрижня.
2. Тигель і кристалізатор: Тигель і кристалізатор виготовлені з високочистого графіту. Дно тигля має конічну форму та з'єднане з кристалізатором за допомогою різьби.
3. Вакуумна система:
1. Насос Рутса
2. Пневматичний дисковий клапан високого вакууму
3. Електромагнітний клапан надування високого вакууму
4. Високовакуумний манометр
5. Низьковуглецевий манометр
6. Корпус печі
7. Пневматичний перегородковий клапан високого вакууму
8. Холодна пастка
9. Дифузійний насос
4. Механізм витягування та намотування: Безперервне лиття мідних прутків складається з напрямних коліс, прецизійних гвинтових стрижнів, лінійних напрямних та механізмів намотування. Напрямне колесо відіграє роль напрямної та позиціонування, і першим, через що проходить мідний стрижень, коли він виходить з печі, є напрямне колесо. Напрямний стрижень кристалізації закріплений на пристрої з прецизійним гвинтом та лінійним напрямним. Мідний стрижень спочатку витягується з корпусу печі (попередньо витягується) за допомогою лінійного руху напрямного стрижня кристалізації. Коли мідний стрижень проходить через напрямне колесо та досягає певної довжини, з'єднання з напрямним стрижнем кристалізації можна розірвати. Потім його закріплюють на намотувальній машині та продовжують витягувати мідний стрижень за допомогою обертання намотувального верстата. Серводвигун керує лінійним рухом та обертанням намотувального верстата, що дозволяє точно контролювати швидкість безперервного лиття мідного стрижня.
5. Ультразвукове джерело живлення системи живлення використовує німецькі IGBT-транзистори, що забезпечують низький рівень шуму та енергозбереження. У свердловині використовуються прилади контролю температури для програмованого нагрівання. Конструкція електричної системи.
Існують схеми зворотного зв'язку по струму, перенапрузі та захисту.
6. Система керування: Це обладнання оснащене повністю автоматичною системою керування із сенсорним екраном та кількома пристроями моніторингу для точного контролю температури печі та кристалізатора, що забезпечує довгострокові стабільні умови, необхідні для безперервного лиття мідних стрижнів; За допомогою обладнання моніторингу можна виконувати численні захисні дії, такі як витік матеріалу, спричинений високою температурою печі, недостатнім вакуумом, водою під тиском або її нестачею тощо. Обладнання просте в експлуатації, а основні параметри встановлюються автоматично.
Існують температура печі, температура верхньої, середньої та нижньої частин кристалізатора, швидкість попереднього витягування та швидкість витягування росту кристалів.
І різні значення сигналізації. Після встановлення різних параметрів у процесі виробництва мідного стрижня безперервного лиття, за умови забезпечення безпеки
Встановіть направляючий стрижень для кристалізації, помістіть сировину, закрийте дверцята печі, розріжте з'єднання між мідним стрижнем та направляючим стрижнем для кристалізації та підключіть його до намотувального верстата.















© Авторське право - 2021-2024: Усі права захищено.
зв'яжіться з нами
- English
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu
- Kinyarwanda
- Tatar
- Oriya
- Turkmen
- Uyghur